Manual insertion is slow and shift-dependent.
Relays, transformers and connectors require attention from skilled operators.
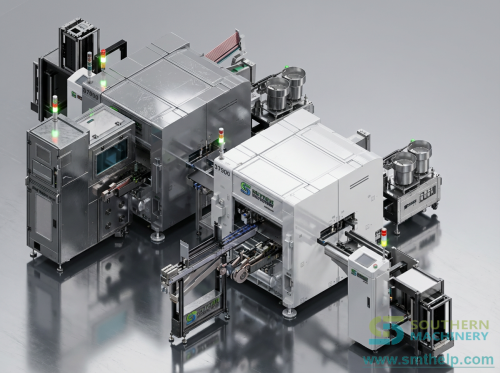
S7900 solution: Automated insertion with customer-specific feeder and gripper tooling for repeatable cycle output.
The S7900 is built for relays, transformers, connectors, large capacitors, coils and other odd-form through-hole components. It combines flexible feeding, vision-guided insertion and optional lead clinching for high-mix EMS production.
Odd-form THT components usually remain manual because every package, body size and lead condition is different. S7900 turns that variation into a configurable automation process.
Relays, transformers and connectors require attention from skilled operators.
Heavy components may tilt or lift before soldering when leads are not secured.
Factories receive odd-form parts in tape, tube, tray and bulk packages.
High-mix EMS production needs fast setup for new assemblies.
Forcing a misaligned component creates scrap and hidden quality risk.
Output varies by operator skill, fatigue and available staffing.
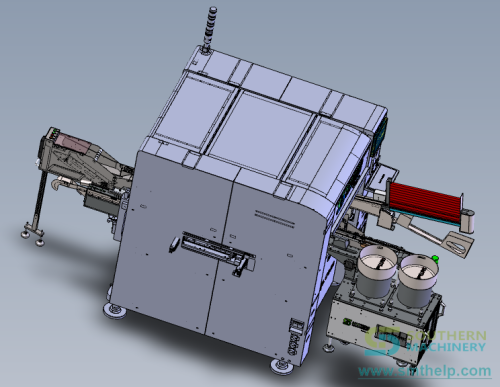
Use the S7900 as a platform for multiple components, feeders and insertion requirements.
Supports radial tape, vertical taping, horizontal tape, tube, bowl and tray feeder layouts.
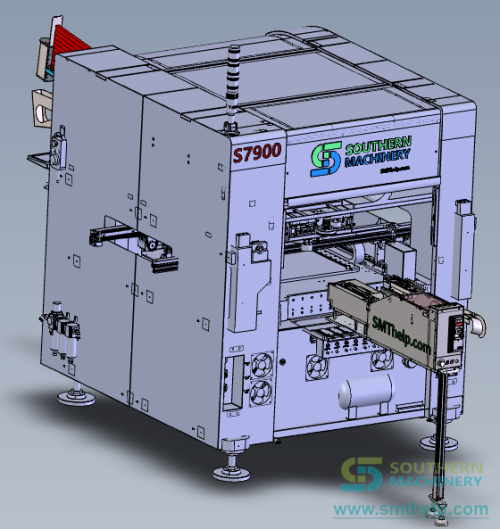
S7900IV and S7900IV-W specifications list four insertion heads for multi-component configurations.
Component feeding type supports nozzle or clamp, selected according to component shape and packaging.
Top mark CCD and bottom component CCDs help align PCB and components before insertion.
Insertion direction is specified as 0-360 degrees for both S7900IV and S7900IV-W.
S7900IV-W lists lead clinching as standard configuration for securing selected components.
The operating system is specified as Windows, with operation manual support for software setup.
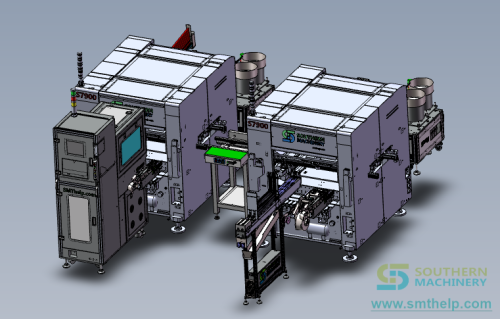
Conveyor direction supports left-to-right or right-to-left layouts for line integration.
Use these as planning indicators, then confirm with a BOM review, sample test and final quotation.
One source example compares manual relay insertion at 1000/H with S7900IV at 4700/H.
One S7900IV example states one machine equivalent to 5 workers for the referenced relay case.
ROI depends on labor cost, shifts, component mix, tooling and final machine configuration.
The S7900 bending-foot material notes a 5% insertion-rate increase and 5% loss reduction in the cited scenario.
*Indicative examples from S7900 source material. ROI, output and labor savings are validated case-by-case during quotation.
Values below are taken from the S7900 THT odd form insertion machine PDF. Any customized tooling value remains subject to final technical confirmation.
| Model | S7900IV | S7900IV-W |
|---|---|---|
| Size (L × W × H) | 1300 × 1700 × 2000 mm | 1550 × 1900 × 2100 mm |
| Weight | 1650 kg | 1750 kg |
| Operating system | Windows | Windows |
| Door type | Double-sided unilateral | Single-sided |
| Air supply | 0.5-0.65 MPa (ANR) | 0.5-0.65 MPa (ANR) |
| Max power / running power | 5.4 kW / 3.3 kW | 6.6 kW / 3.5 kW |
| Number of insertion heads | 4 | 4 |
| Max component size | φ30 (17 × 17) mm | φ50 (35 × 35) mm |
| Component height | ≤30 mm | ≤25 mm |
| Component feeding type | Nozzle / Clamp | Nozzle / Clamp |
| Speed per component | 0.7 s | 2 s with bent feet |
| Placement accuracy | ±0.06 mm (CPK≥1.0) | ±0.05 mm (CPK≥1.0) |
| Insertion force | ≤98 N | ≤29.4 N |
| Insertion direction | 0-360° | 0-360° |
| PCB size (L × W) | 70 × 70 - 410 × 500 mm | 70 × 70 - 450 × 400 mm |
| Carrier size (L × W) | Max 500 × 500 mm | Max 500 × 550 mm |
| PCB thickness | 0.6-2.0 mm | 0.6-2.0 mm |
| Max PCB weight | 2 kg | 5 kg |
| PCB fixing type | Servo top plate / cylinder clamping | Servo top plate / cylinder clamping |
| Conveyor type | Chain | Belt |
| Conveyor direction | Left → Right / Right → Left | Left → Right / Right → Left |
| Conveyor height | 900 ± 20 mm | 750 ± 20 mm |
| Lead clinching unit | Not applicable | Standard configuration |
| Vision system | Top mark CCD (1 unit), bottom component CCD (4 units) | |
Final feeder, gripper and nozzle design should be confirmed after reviewing your BOM, component drawings, PCB files and samples.
All gallery assets are loaded from ph.smthelp.com so this HTML can be shared with customers remotely.




Videos are embedded from Southern Machinery YouTube sources indexed in the S7900 NotebookLM product notebook.
Open the company product drive and search the listed terms. This avoids broken private-share links and keeps the customer on the official Southern Machinery file portal.
Please send PCB Gerber/CAD data, BOM, component drawings, package photos, target UPH, manual-worker count, current defect points and wave soldering flow. Southern Machinery will confirm feeder, gripper, nozzle and clinching feasibility before final pricing.
Start Sample ReviewEngineer-guided startup and operator training.
Fast response for critical spare-parts support.
Remote and on-site support for global EMS factories.
Warranty support subject to final quotation terms.
Answers are based on S7900 source documents and NotebookLM product notes, with uncertain items marked for confirmation.
Email Jason with your PCB and component details. We will review feeder selection, gripper/nozzle tooling, clinching feasibility and line layout before quotation.